汽车制造商和一级供应商寻求能够保证卓越美观、高效加工和长期可靠性的贴合解决方案。影响采购决策的关键因素包括:
|
买家关注点 |
描述 |
|
贴合精度和成品质量 |
完美贴合,无气泡、皱纹或曲面部件翘边 |
|
材料兼容性 |
能够处理PVC薄膜、TPU、PU皮革、热熔膜、织物等 |
|
自动化水平 |
半自动化或全自动,高效送料、压合和修边 |
|
换模效率 |
快速切换模具/工装,适用于不同车型和内饰版本 |
|
生产一致性 |
大批量生产时保持稳定的粘合强度和视觉一致性 |
|
安全性和可维护性 |
集成安全门、紧急停止装置和易于维护的区域 |
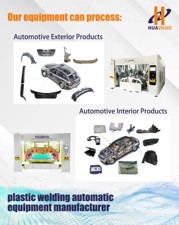
华卓自动化集团拥有超过 12 年的技术专长,提供专为汽车内饰装饰件定制的热压包覆设备。我们提供:
✅ 定制自动化系统:
根据您的产品几何形状、薄膜类型和粘合剂特性进行设计。
✅ 高精度数控夹具
确保贴合过程中的完美对准和压力分布。
✅ 伺服或气动压机选项
可根据客户对精度、速度和预算的需求而定。
✅ 模块化集成
可选配视觉定位、薄膜送料、修边和冷却站。
✅ 全球标准
CE 认证的安全设计、英语人机界面和远程支持。



技术工作原理
热压包覆工艺利用可控的热量和压力,将装饰膜(PVC、TPU、合成皮革等)粘合到塑料基材部件上,例如仪表板饰条、门边条盖和出风口边框。
主要部件:
上下铝制热压模具
伺服驱动或气动压合系统
可调温控 (120–160°C)
薄膜张紧及定位系统
PLC + HMI 触摸屏界面(英文)
可选真空吸盘台和裁切单元
标准生产流程
1. 上料:
将塑料基体放置在精密夹具上(手动或通过机械臂)。
2. 预热
压合模具加热至目标温度,使粘合剂活化。
3. 薄膜送料
使用滚轮送料机或单张送料机将装饰膜放置在工件上。


上模下降,同时施加压力和热量,将薄膜粘合到曲面基材上。
5. 保压和冷却
短暂的保压时间确保粘合剂固化,然后冷却以保持形状。
6. 修边
修剪多余的薄膜,以获得整洁的最终轮廓。
7. 卸料
已覆膜的部件被取出,下一个循环开始。
循环时间:15-30 秒,具体取决于部件尺寸和薄膜类型。