
全球汽车灯具制造商面临诸多挑战:
1.灯具几何形状复杂,难以实现均匀加热。
2.防水防尘标准要求精确密封。
3.大尺寸灯具(长达1350毫米)需要稳定的夹持和精准定位。
4.大批量生产要求快速换模和稳定的循环时间。
一家领先的汽车灯具供应商就遇到了这些问题。他们的振动焊接工艺无法保证原始设备制造商(OEM)所需的强度和密封性能。

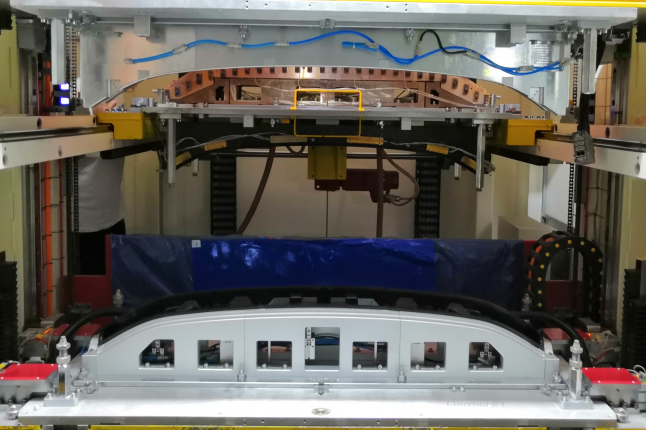
工程解决方案:华卓伺服热板焊接机
苏州华卓自动化提供了一套定制化的热板焊接系统,该系统在中国经过验证,并被OEM和一级供应商广泛采用。该系统集成了伺服精度、模块化模具设计和先进的热控制。
关键技术特点
伺服齿轮齿条传动
1) 上下工作台和热板的独立伺服电机。
2) 重复定位精度高达±0.02毫米,消除振动和错位。
多区域温度控制
1) 16个独立PID控制加热区(最高270℃)。
2) 分割铜加热块确保热量均匀分布。
3) 嵌入式热电偶实时检测模具内部温度。
4) 辅助加热块防止“难加热”灯具区域出现冷点。
先进的夹具和模具设计
1) 带真空吸盘定位的模块化上下模具组件。
2) 多点夹紧气缸,配备自动气电快速连接器。
3) X/Y/Z参考定位,防止灯具部件相对滑动。
4) 快速换模系统,夹具更换仅需2分钟。
人机界面与自动化
1) 西门子PLC + 12英寸西门子HMI,操作直观。
2) 自动模具识别(支持最多24套)。
3) 安全门和联锁装置确保操作员安全。

技术规格
工作台尺寸:1750毫米×600毫米(最大灯具:1350×200×150毫米)
开合行程:上工作台500毫米/下工作台500毫米
中间工作台行程:800毫米
最大开合:1400毫米 | 最小开合:400毫米
重量:约7吨
功耗:86千瓦
电压:380V,三相,50赫兹
气压:>0.6MPa
应用成果
焊接强度超出OEM标准(无泄漏,振动测试中无开裂)。
缝隙密封无缝,防水防尘性能提升。
与振动焊接相比,循环时间缩短20%。
模块化加热和夹具设计降低了维护成本。
确认系统适用于不同灯具型号,并计划在多条生产线复制该解决方案。
全球市场展望
华卓热板焊接系统已成功应用于:
贯穿式尾灯、后灯壳、具有复杂轮廓的前灯组件
需求旺盛的地区:
中国:在一级汽车供应商中有大规模应用。
东南亚:马来西亚、泰国、越南——汽车装配业迅速增长。
欧洲:德国、捷克共和国——高端OEM和灯具供应商。
美洲:墨西哥、巴西——汽车零部件出口枢纽。
中东:土耳其、阿联酋——新兴的灯具装配和再出口基地。
客户选择华卓的原因
经过验证的工程:在中国有数百次成功的安装案例。
技术专长:在加热板、夹具夹紧和模具对齐方面有深入设计。
效率:快速换模、模块化组件和最小化停机时间。
全球服务网络:现场调试和远程故障排除。
常见问题解答:汽车灯具的热板焊接
Q1:为什么选择热板焊接而不是振动焊接?
因为它能确保大型和复杂汽车灯具的更强粘结和密封。
Q2:可以焊接哪些部件?
适用于后灯、贯穿式尾灯、前灯壳和其他塑料汽车部件。
Q3:哪些材料适用?
PP、ABS、PC、PA66+GF等汽车照明中使用的热塑性塑料。
Q4:该工艺的效率如何?
±0.02毫米的精度、多区域加热和2分钟快速换模,效率可提高25%。
Q5:哪里有需求?
在中国的采用率很高,在东南亚、欧洲、墨西哥、巴西和土耳其的需求也在增长。

